
Reasons of fish bolt crack in production

Details of Fish Bolt Production:
- Technical conditions of the product: The M24 10.9 fish bolt is produced by cold heading method using a Rod with a diameter of Φ16.88mm.
- Production process: After the material is formed by cold heading, the blank is rolled, and the finished product is sent to the heat treatment company for surface carburizing and quenching.
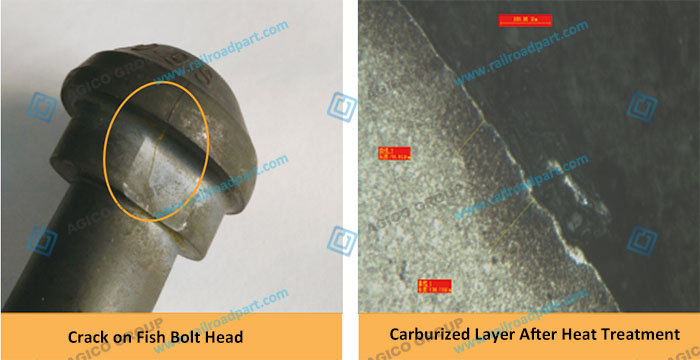
- After the heat treatment inspection, found that the product cracked severely (as shown in the red box crack); crack developed from the head to the neck, throughout the head; in the crack in the rod The neck joint extends to the position of the rod, and the total length of the crack reaches more than 3CM. The thread below the head presents an arbitrary, curved arc state; the crack increases the length of the crack than the raw material.
Fish Bolt Raw Material-Steel Rod Condition:

The cracking of the fish bolts has seriously affected the quality of the company's products and the credibility of the company. It is necessary to trace the source and find out the root cause of the fracture. According to the production statistics of the quality assurance department, in the semi-products after the cold heading process, the crack ratio was found to be 5%-6%. After the materials were selected, some products were cracked after heat treatment, and the two products were cracked. The total number exceeds 10% of the total number of products, causing high concern.
3 Aspects Affects Fish Bolt Cracking Phenomenon
- Improper carburizing process: It can be seen that the thickness of the carburized layer is not uniform, the carburizing layer is deep in some areas, and the carburizing layer is shallow in some areas; in the surface range of less than 150 μm, The carburized layer is 70.91μm, and the carburized layer which is closely attached to the lower part reaches 106.70μm, and the seepage layer is extremely uneven, which is caused by improper selection of the parameters of the carburizing process.
- Large quenching stress: The head of the fish bolt in Figure 7 is cracked. The shape of the crack is: Irregular arc, the arc is arbitrary and irregular, and the surface and fastener surface defects and bolt quenching cracks are described. Similar (see GB/T 5779 standard for details).
- The uneven layer is reflected in the carburizing process, and the temperature is replaced by the carburizing time. The thickness of the layer is thick and uneven, which increases the internal thermal stress. At the same time, after the carburizing, the pre-cooling time and the pre-cooling When the cold temperature is not in place, quenching is performed, so that irregular crack arcs are generated by thermal stress→thermal strain→cracking, which is caused by improper selection of heat treatment process parameters and is the main cause of quenching cracks.
Conclution: There are two reasons for the cracking of the fish bolt:
Internal factors: material segregation and hairline are the primary causes of cracks; external causes: Carburizing heat treatment process is not in place to increase cracks.
We receive enquiries in English, Español (Spanish), Русский язык (Russian), Français (French) and العربية (Arabic). Our professional team will reply to you within one business day. Please feel free to contact us!
- Rail Fasteners
- Rail Joints
- Rail Track Parts
- Railway Sleeper
- Railroad Maintenance
- ◆ Railroad Grinders
- ◆ Ballast Tamping Machines
- ◆ Rail Cutting Machines
- ◆ Rail Drilling Machines
- ◆ Hydraulic Rail Benders
- ◆ Rail Pullers and Tensors
- ◆ Rail Wrenches
- ◆ Rail Bolt Lubricator
- ◆ Shoulder Ballast Cleaner
- ◆ Drills and Grinding Wheels
- ◆ Track Lifting and Lining Machine
- ◆ Rail Track Jack
- ◆ Rail Track Welding Machine
- ◆ Thermit Welding Kits
- ◆ Rail Gauge Rod
- Railroad Rails



